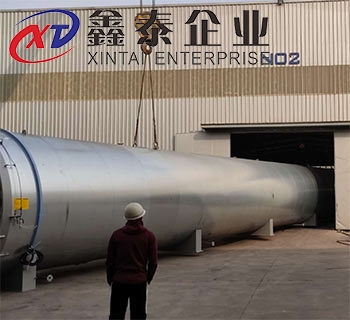
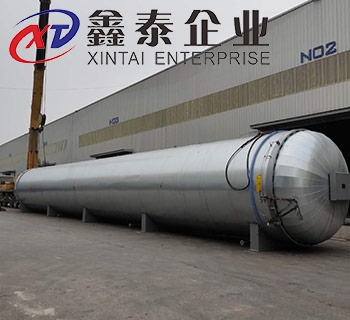
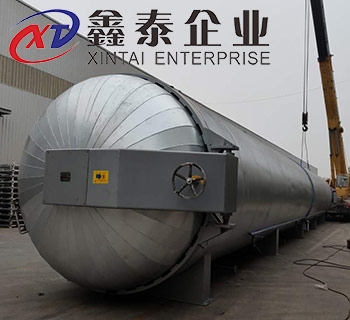
陶粒板蒸養釜
產品介紹:蒸壓養護是陶粒板蒸養釜的專門生產設備,在密封的釜內對陶粒板進行蒸壓養護所以我們把它叫做陶粒板蒸養釜。
訂購熱線:
陶粒板蒸養釜������進行工作的時間一般會很長,所以一定要防止在工作中出現問題否則對于成品的影響會是很大的,該設備進行蒸壓養護的時候對于產品來講一般有可能會產生以下的情況。
������� 1.早期模具塌陷:往往發生在產氣初期,由于漿料稀疏、粘度小、介質增稠跟不上或氣體膨脹過快,容易使漿體不能很好地穩定,從而引起氣泡沸騰模塌。
建議采取以下措施:
������ (1)加強漿體的初始粘度,提高漿體的稠化速度,以提高漿體的承載強度,適當增加膠凝材料的用量,減少水料比,延長漿料的混合時間。
(2)通過調整外加劑的用量,如加入發泡劑,可以解決調整外加劑用量的方法。
������ 2.后期塌模:一般發生在陶粒板蒸養釜產氣基本結束后,水泥漿迅速膨脹充滿模具,是水泥漿表面沸騰后,水泥漿稠化,氣泡自下而上坍塌造成的。
�������� 建議在不忽視石灰質量分析的情況下,適當調整水泥與石灰的比例,如提高泥漿稠度、澆注溫度或增加發泡劑等,以解決后期塌模現象。
����� 3.氣泡嚴重,不僅造成嚴重損失,而且在鋼坯上形成大量大孔,導致孔分布不規則,直徑不均勻,甚至局部坍塌。當然,影響這一現象的因素很多。在分析石灰性能、配合比和水料比時,需要綜合分析性能、配合比和料比。
�������� 建議確定具體原因,采取針對性措施。如果石灰過多,鋼坯內部溫度高,應相應減少石灰用量;如果由于材料的厚度導致漿料的粘度較差,則應相應降低漿料的比重,或者使用刺槐粉的穩泡劑。
������ 4.局部起泡量少:局部起泡量少也是加氣塊產品陶粒板蒸養釜蒸養過程中容易出現的問題。一般來說,可以通過降低泥漿的澆注溫度、降低泥漿的稠度或適當減少石灰的加入量來解決這個問題。
����� 5.裂紋問題:裂紋問題是指加氣塊產品澆注過程中出現裂紋-油粒的現象,即坯體脫模后油粒明顯可見,帶油粒的坯體往往在蒸汽養護后的油粒處開裂。
���� 制造陶粒板的廠家可以根據廠房面積的設計挑選不同開門方式的陶粒板蒸養釜,比如說該設備有上開門和側開門的,其占用的空間也是會有所不同,如果企業廠房的高度比較高而有效可利用空間面積小,就可以選用上開門,釜門上開,釜側占用空間少;如果高度不夠高,可以選用側開門,釜門側向兩邊,對高度要求不高。另外該設備所生產的產品規格也是不一樣的,要知道有些是很大的產品,比如一些加氣的大蒸壓塊,它們的直徑就很大這樣要求不能使用了太小的陶粒板蒸養釜以免造成設備直徑不夠無法生產的問題,一般該設備的直徑都在1米以上長度幾米到幾十米。